Metal fabrication is a manufacturing process used to shape metal into parts or end products, ranging from large parts for bridges and ships to small components for engines, jewelry, and watches.
The most widely used metals for fabrication are the metal and their alloys, including iron, aluminum, zinc, tin, copper, gold, silver, tin alloys, magnesium alloys, copper alloys, aluminum alloys, zinc alloys, etc. In addition to these metallic materials, more and more specialty metals are being used in metalworking, such as Zirconium, Tantalum, Titanium, and so on.
Typically, metals are smelted and made into various shapes of raw materials for use in metalworking factories.
The plastic forming is to use a mold at a certain temperature under certain stress to make the metal plastic deformation.
3.1.1.1.1 Free forging
It uses simple tools like a hammer or forging equipment between the upper and lower anvil iron directly on the billet to exert external force.
3.1.1.1.2 Die forging
Presse the metal billet in a certain shape of the forging die chamber pressure deformation and obtain end products.
According to different equipment, die forging is divided into hammer die forging, crank press die forging, flat forging machine die forging, friction press die forging, and so on.
 |
 |
 |
| Hammer die forging |
Crank press die forging |
Staving Press |
3.1.1.1.3 Staving Press
Fabricate ring-shaped parts of different diameters through special equipment ring rolling machine, also used for the production of automotive wheel hubs, train wheels, and other wheel-shaped parts.
3.1.1.1.4 Special forging:
Including liquid die forging, and other forging methods, these methods are more suitable for the production of certain special shape parts.
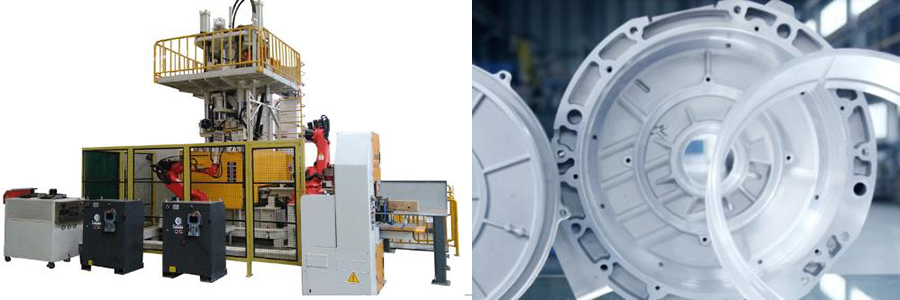
Liquid die forging is a metal fabrication that pours cast metal directly into the cavity and presses the meal liquid with continuous mechanical static pressure. The metal is forced to eliminate the shrinkage holes and loosening, to obtain no casting defects in the liquid mold forging parts.
3.1.1.1.5 Cold forging
According to the temperature of forging, forging can be divided into hot forging, warm forging, and cold forging.
Take the steel forging as an example:
Steel's recrystallization temperature is 727°C, so use 800°C as the dividing line. Steel Forging above 800°C is hot forging, between 300 and 800°C is warm forging or semi-hot forging, and forging at room temperature is cold forging.
Warm forging and cold forging are the future development direction of die forging but also represent the level of forging technology.
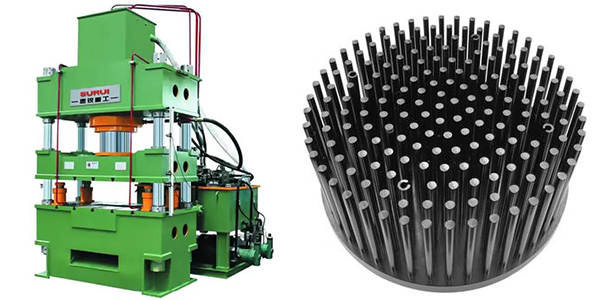
3.1.1.1.5.1 Cold die forging
 |
The left is the photo of the Aluminium Heat Sink, which is made by cold die forging.
Compared with other forging methods, cold die forging has the following advantages:
Small material consumption, basically no waste.
High production efficiency.
Good strength properties.
The photo downside is the Cold Die Forging machine. |
 3.1.1.1.5.2 C
3.1.1.1.5.2 Cold extrusion
When the blank is extruded without heating, it is called cold extrusion.
Cold extrusion is the fabrication with no or few chips.
It is an advanced manufacturing method. |
 |
3.1.1.1.5.3 Cold heading
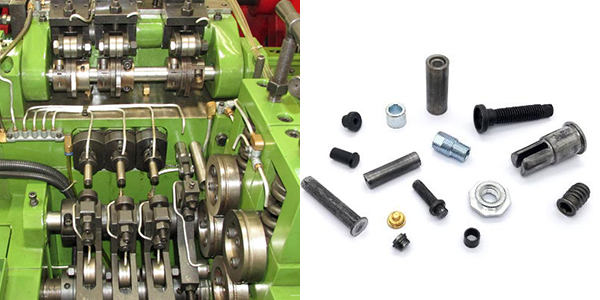 |
The cold heading process is best suited for the production of bolts, screws, nuts, rivets, pins, and other standard fasteners. |
3.1.1.2 Rolling
Rolling refers to the pre-fabrication of a certain shape of the model after the high temperature metal billet section through several successive cylindrical rollers, rolls the metal into the former pre-fabricated mold, so to obtain the pre-determined shape.
This fabrication is mainly for the production of metal section bars, metal plates, and tubes.
The photo on the right side shows the Hot Rolling. |
 |
Longitudinal rolling is used as general primary rolling, plate rolling, strip rolling, profile rolling, and wire rod rolling for the metal material.
Wedge rolling can produce steel balls, drive shafts, and other parts.

Radial forging can produce large gun barrels, step shafts, and other forgings.
3.1.1.3 Extrusion:
It is a fabricate process used for the continuous processing of metal moulding with the same cross-sectional shape, which on the one hand can work at high temperatures and on the other hand is also able to carry out cold work.

3.1.1.4 Impact extrusion:
Impact extrusion is an extrusion process that uses high-speed impact to extrude products.
It can fabricate parts without chimney taper requirements to obtain certain specifications. It is suitable for parts with different wall thicknesses, with low cost and high efficiency.
3.1.2 Solid Forming Process
The solid forming process is to form metal at room temperature into a fixed form. Its cost is low and could be divided into spinning, bending, stamping, punching forming, hole punching, and blanking.
3.1.2.1 Spinning
It is used to form the common round parts.
For example: The reactor head is fabricated by spinning method.

3.1.2.2 Bending
This fabrication is for the bending of the metal sheet or metal tube. The below photo shows the vessel body and inner coil fabrication for reactor manufacturing.
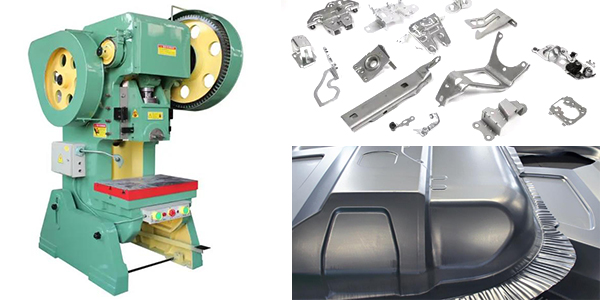
3.1.2.3 Stamping
Sheet metal stamping is a metal fabrication, that usually deforms or separates the sheet material by punching the metal sheet with a die.
3.1.2.3.1 Separation:
Punching, blanking, and trimming.
3.1.2.3.2 Deformation:
Deep drawing,bending, and flanging.Difference between Extrusion and Stamping Extrusion is pressing the metal into a mold, while Stamping is repeatedly impacting the metal with the mold.
Extrusion is to fabricate metal with a large diameter, while the workpiece of Stamping is thin plates.
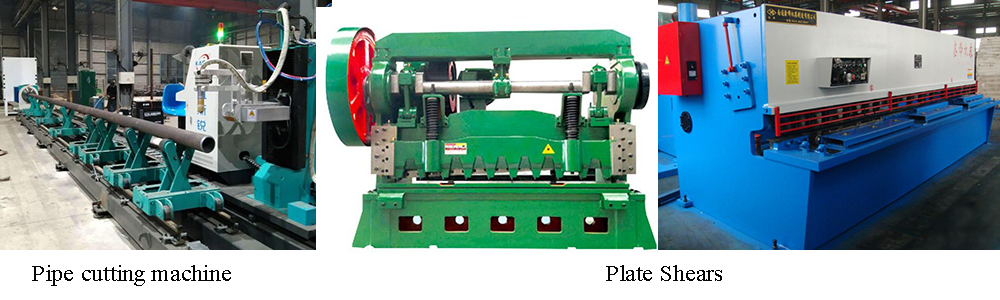
3.2 Cutting
3.2.1 Rough cutting
The fabrications include pipe cutting and plate shears. The size tolerance is usually at +/-1.0mm.
3.2.2 Precision Cutting
The fabrication of parts with high precision requirements is generally carried out in this way.
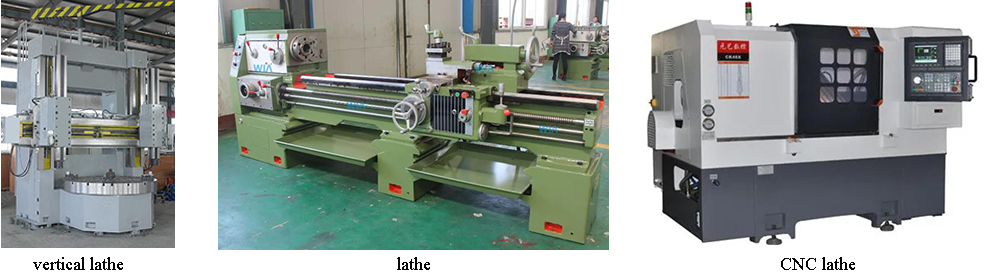
3.2.2.1 Using machines tools and cutting tools
There are many types of metal cutting fabrications, including turning, milling, drilling, reaming, boring, tapping, planning, and so on.
They are using machine tools and cutting tools for all of the above cutting fabrications.
Typical profile of the machine tools and their cutting tools
3.2.2.1.1 Turning
Turning fabrication is using lathe machines to machine the end faces of rotating bodies and different types of rotating surfaces.
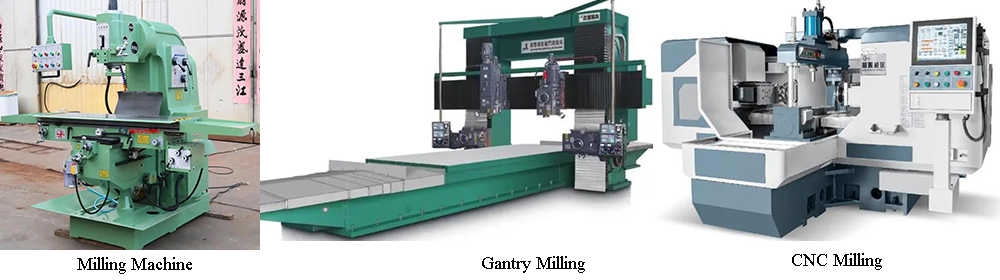
3.2.2.1.2 Milling
The fabrication can process vertical surfaces, horizontal surfaces, and so on. The milling tools are usually used like below:
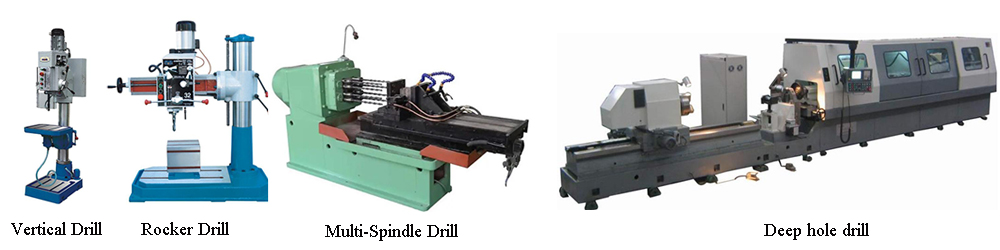
3.2.2.1.3 Drilling
This type of fabrication is to fabricate holes in the metal workpiece.
3.2.2.1.4 Reaming
This fabrication is for finishing walls and bores.
People usually use reamers together with the CNC milling machines for reaming.

3.2.2.1.5 Boring
Boring is basically used to fabricate precision large holes, especially in different places where the tolerance of
distance between location and hole is high.

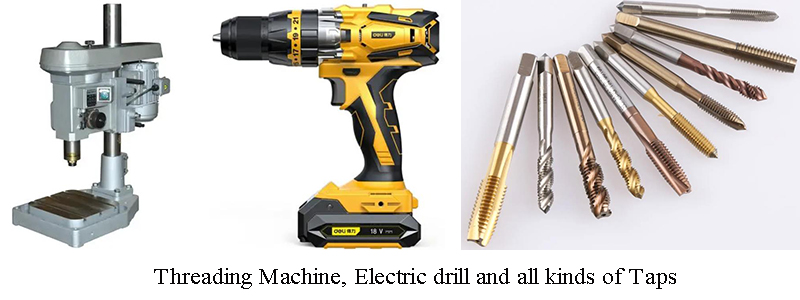
3.2.2.1.6 Threading
To fabricate female thread, it is usually using turning machines, threading machines, and electric drills together with the taps.
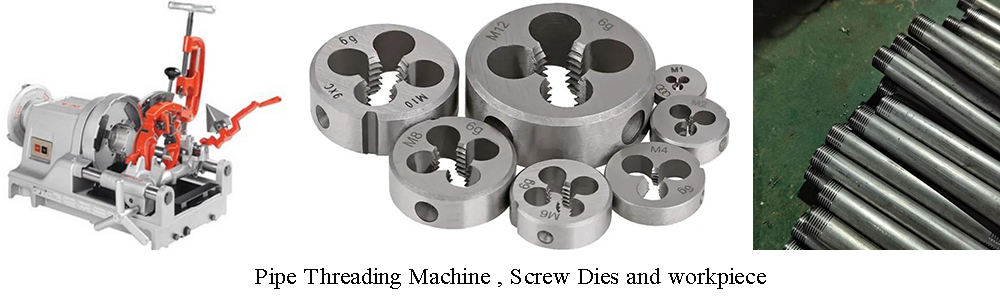
To fabricate male thread on tubes, usually use a pipe threading machine and screw dies.
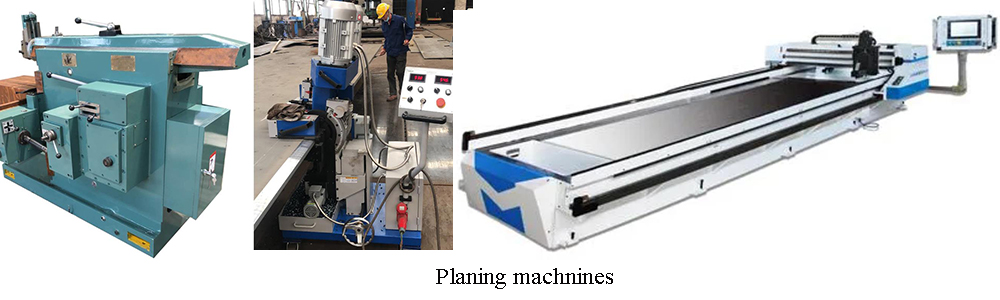
3.2.2.1.7 Planing
The machine body is fixed, helical gears and bars drive the workpiece, the moving speed can be adjusted steplessly, the cutting process is smooth and efficient, low noise, and the cutting surface is smooth and even.
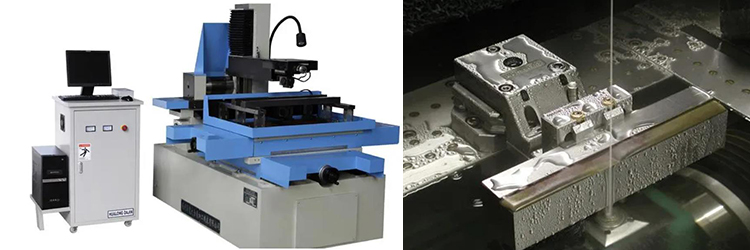
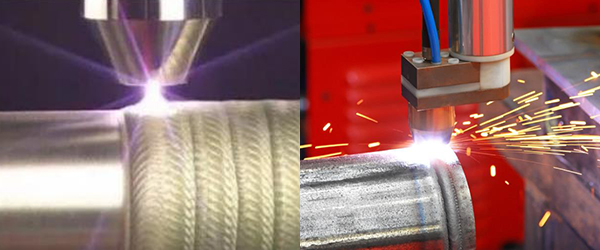
3.2.2.2 Cutting Fabrication with Special Methods
| 1 |
EDM |
 |
| 2 |
Plasma Cutting |
 |
| 3 |
Laser Cutting |
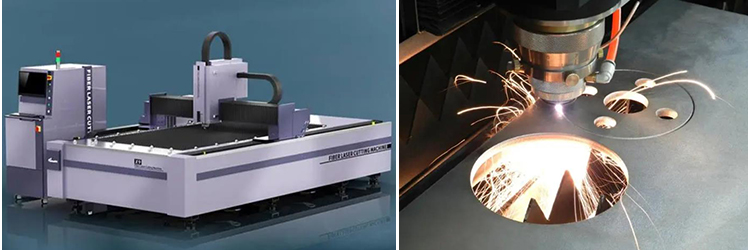 |
| 4 |
Water Cutting |
 |
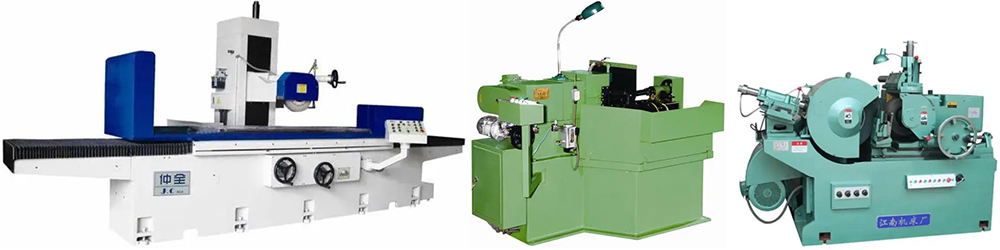
3.3 Grinding Fabricate
This is a method of removing material by means of an abrasive.
There are 3 types of abrasive tools for this fabrication: Sandpaper, sand belt, and sand wheel.

The sandpaper is used for manual sanding.
The sandbelt is usually used with a sandbelt machine.
 Usually, the precision fabricated by grinding is much higher than the cutting method. The tolerance could achieve 0,001 mm.
Usually, the precision fabricated by grinding is much higher than the cutting method. The tolerance could achieve 0,001 mm.The grinding wheel is usually used in all kinds of Grinding machines:
3.4 Welding
It is a fabrication that can permanently join metal materials.
There are 3 types of Welding:
Soldering and Brazing, Pressure welding, and Fusion Welding.
3.4.1 Soldering and Brazing
It is a welding fabrication to melt brazing material and fill it into the gap of the workpiece to connect the metal.
In this fabrication method, the melting point of the brazing material is lower than the melting point of the workpiece.
3.4.1.1 Soldering
The melting point of the brazing material is higher than 450°C, and the joint strength is higher (more than 200 MPa).
Application: Carbide tools, bicycle frames, etc.
3.4.1.2 Brazing
Its melting point is less than 450°C and a low joint strength (less than 70 MPa).
Application: Mostly used as the welding of conductive, gas-tight, and water-tight devices
in the electronics and food industry.
3.4.2 Pressure welding
Pressure welding is the joining of metals by applying pressure.
Pressure welding includes resistance welding, friction welding, cold welding, ultrasonic welding, and explosive welding.
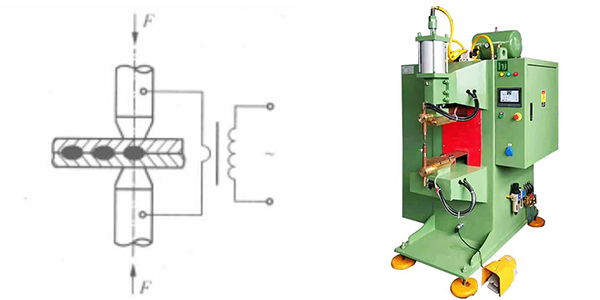
3.4.2.1 Resistance welding
The welding fabrication uses electricity to heat the resistance of certain places of the weldment.
Categories: Spot welding, Butt Welding, Seam welding, Projection Welding
| 1 |
Spot welding |
The resistance is generated at the area on the workpiece between two electrodes up and down. |
 |
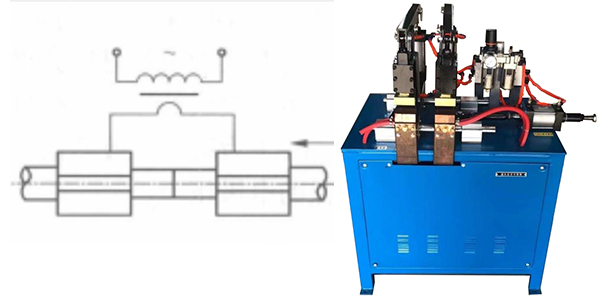
| 2 |
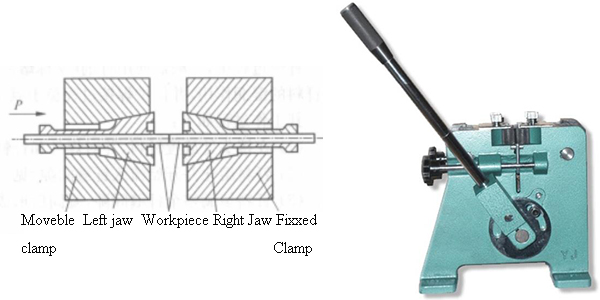
Butt Welding |
The resistance is generated at the contact ends of the two workpieces clamped by a fixture. |
 |
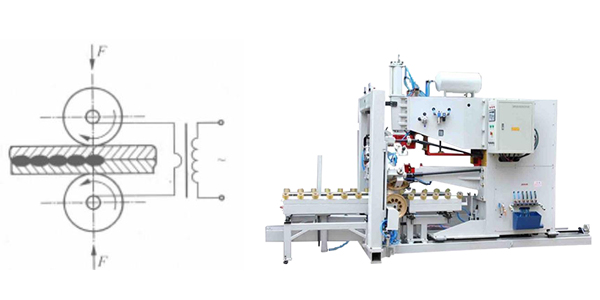
| 3 |
Seam welding
|
Seam welding, also known as roll welding, is similar to spot welding and is equivalent to continuous spot welding. |
 |
| 4 |
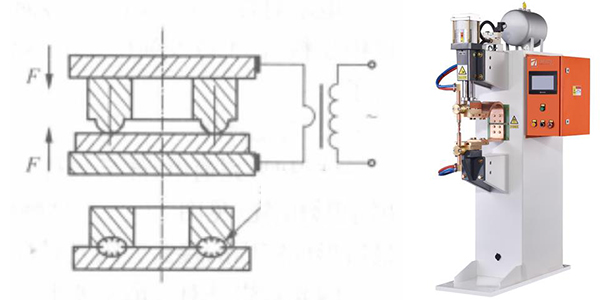
Projection Welding |
The weldment is fabricated with some raised points.
The resistance is generated at contact areas between these points and another workpiece. |
 |
3.4.2.2 Friction welding
The heat for welding is the friction heat on the workpiece surface.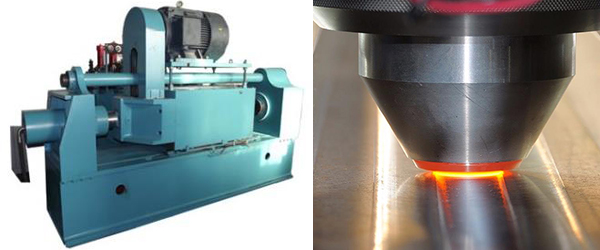
3.4.2.3 Cold welding
It refers the welding method without preheating, nor auxiliary heating during the welding process.
3.4.2.4 Ultrasonic welding
 |
Ultrasonic welding is put the weldment between the upper and lower acoustic pole. Press the joint part of weldments with static pressure, then use ultrasonic vibration to complete the welding.
Application:
It is used to fabricate materials such as metal foil, metal wire, and parts with very different thicknesses. It can also welding non-metallic materials and high electrical conductivity, high thermal conductivity of light metals and their alloys in electronics, instrumentation, atomic energy, and other industries. |
3.4.2.5 Explosive welding
Explosion welding is the use of explosives as an energy source for intermetallic welding methods.
The rapid collision of the workpiece achieves the welding.
Explosion welding has been widely used to fabricate a variety of metal and alloy combinations of cladding plates, bimetallic tubes, heat exchangers, tube and tube plate connections, a variety of transition joints, and large-diameter pipelines.
Explosive cladding plate produce processes:
Place the prepared compound plate on top of the substrate.
Lay a layer of explosives on the compound plate.
Fire the explosives to generate ultra-high pressure and ultra-high-speed impact energy and achieve solid-state metallurgical bonding between metal layers. |
 |
3.4.3 Fusion welding
It is the fabrication using high temperatures to the melting workpiece and join them.
3.4.3.1 Arc welding
3.4.3.1.1 Manual electric arc welding ( Stick)
 |
It is the most common welding fabrication used by people.
Its equipment is lightweight, flexible, and can be used anywhere there is a power source to carry out maintenance and assembly of short seams in the welding operation.
It is particularly suitable for welding in hard-to-reach areas. |
3.4.3.1.2 Submerged Arc Welding
In submerged arc welding, the arc is burned under a layer of granular fusible flux, and the arc light is not exposed.
It is widely used in shipbuilding, boilers, pressure vessels, bridges, cranes, railway vehicles, construction machinery, metallurgical machinery, nuclear power plant structures, marine structures, and so on. |
 |
3.4.3.1.3 Gas shielded welding
3.4.3.1.3.1 Tungsten Inert Gas Shielded Welding ( GTAW or TIG )
During the welding fabrication, the electrode does not melt because of its high melting point. The electrode only plays the role of creating and maintaining the arc. The whole fabrication is done under the protection of inert gas protection.
Application:
Welding the stainless steel, high-temperature alloys, titanium alloys, aluminum alloys, and other materials.
3.4.3.1.3.2 Gas metal arc welding
This fabrication is suitable for welding:
Non-ferrous metals and alloy steels that are easy to oxidize (mainly Al, Mg, Ti and their alloys and stainless steel welding);
Single-sided welding with double-sided forming, such as undercutting welding and pipe welding.

3.4.3.1.3.2.1 MIG
This welding fabrication uses Argon or Helium ( inert gas ) for the shielding gas.
3.4.3.1.3.2.2 MAG
This welding fabrication uses a mix-gas ( inert gas + O2 +CO2, or CO2+O2 ), or pure CO2 as the shielding gas.3.4.3.1.3.3 Plasma Arc Welding
The fabricating heat is offered by a plasma arc high-energy-density beam.
Application:
Thin plate and box material, especially suitable for a variety of refractory, easy-to-oxidize, and heat-sensitive metal materials (such as tungsten, molybdenum, copper, nickel, titanium, etc.).
| Plasma arc welding is actually a Tungsten Inert Gas shielded Welding (TIG) with a compression effect. |
 |
3.4.3.2 Electroslag Welding (ESW)
 |
Electroslag welding achieves the fabrication by the resistive heat generated by passing an electric current through a liquid slag. |
Application:
In the fabrication cases, the Electroslag Welding is for thick plate splicing, vertical welding of blast furnaces in steel mills, and welding of large castings and forgings.
The small pipe Electroslag Welding machine is mainly used for welding architectural steel structure partitions and flanges.
3.4.3.3 Laser Welding
This fabrication uses a focused laser beam as an energy source to blast the weldment to generate welding heat.
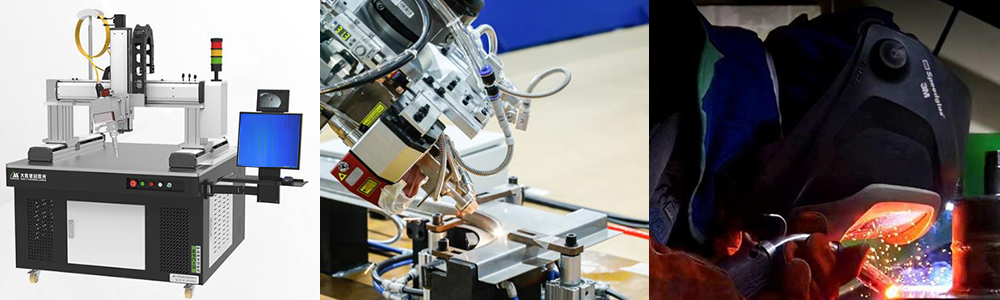
Typical Application:
Precision welding of micro and small parts.
3.4.3.4 Electron Beam Welding
E-beam welding technology uses a high-energy electron beam as a heat source for fabricating.
Application:
It is used in microfabrication of high hardness, easily oxidized or ductile materials, milling, and cutting of complex shapes, welding, melting and splitting of metallic materials, surface hardening, lithography, and polishing, as well as precision microfabrication of micro-integrated circuits and ultra-large scale integrated circuits in the electronics industry.
3.4.3.5 Oven welding method
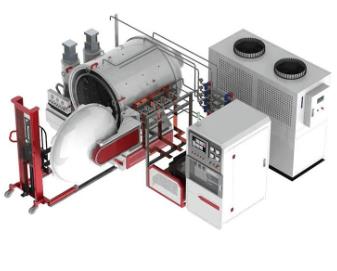 |
Features of Vacuum Welding Oven:
(1) The fabrication runs in a highly sealed vacuum environment.
(2) The temperature is accurately controlled and the weldment can be evenly heated.
(3) Widely used in the welding of metal and porcelain base bridges. |
3.5 Heat treatment
Heat treatment is the fabrication that offers heating and cooling to a metal material under certain conditions, which results in certain chemical or mechanical properties.
Purposes of this fabrication:
Increasing wear resistance, strength, and corrosion resistance.
Reduce hardness.
Elimination of internal stresses.

3.6 Surface treatment
To change the condition and nature of the part's surface in order to meet the requirement of optimal combination of surface and core of the part material and other machinery fabrication requests, by using all kinds of techniques:
| Surface modification technology |
surface quenching |
Changing the morphology, phase composition, enclosing structure, defect state, and stress state of the material surface. |
| laser surface peening |
| shot peening |
| tumbling, drawing |
| polishing (ultrasonic polishing, electrolytic polishing, chemical polishing, mechanical polishing, fluid polishing, and magneto-abrasive polishing) |
| Surface alloying techniques |
Chemical surface heat treatment |
Carburizing or nitriding |
| Surface conversion film technology |
blackening |
| phosphating |
| anodizing |
| Surface coating technology |
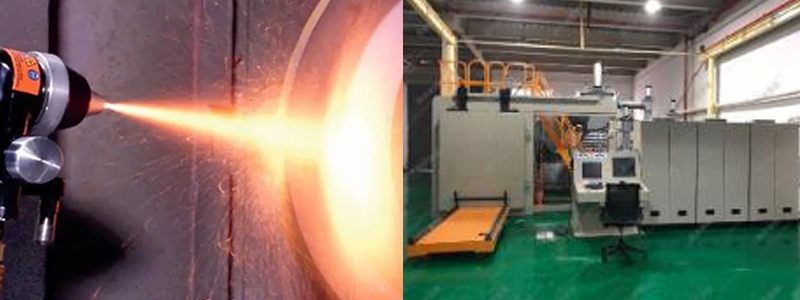
thermal spraying |
Adding materials to the surface to form plating and coating. |
| vacuum plating |
| electroplating |
| vapor deposition (PVD, CVD) |

















































